So - how can you use an XL800 as a portable Continuous Improvement Manager?
What we did was set the board with a desired takt time (which in this example is 1s).
We then said that:
- any cycle that's 1s + 5% is a "slow cycle"
- any cycle that's 1s + 25% is a "small stop",
- anything that's 1s + 200% is a "major stop".
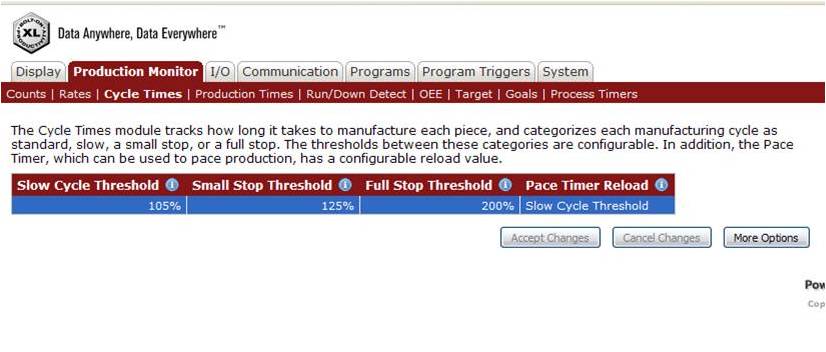
You can set these values to any numbers that you want to really tune the board to get what you want.
This then gives us the KPI screen below....which could suddenly give your Continuous Improvement Manager hours and hours of time to work on improvement projects rather than counting product!

When you decide to get an XL we can even make sure that this setup is included in your basic configuration file so you can use the system to add value straight out of the box.

{kind=link}