It’s no secret that humans are more effective in consuming and processing visual information rather than verbal and written information. It’s typically easier for students to learn from infographics and videos rather than from textbooks.
The same principle can be applied to manufacturing in the concept of the visual factory.
By realizing a visual factory, the factory can facilitate its operators to consume information more efficiently. This, in turn, can allow them to focus their attention on ensuring optimal production that keeps improving.
In this guide, we will discuss all you need to know about the visual factory, and by the end of this guide, you’d have learned about:
-
The visual factory concept
-
How visual factory works
-
Benefits of visual factory impementation
-
Examples of Visual Factory implementation
And more.
Without further ado, let us begin.
What is Visual Factory?
The technical term ‘visual factory’ refers to how data and information in a manufacturing environment are conveyed using visual methods like graphics, labels, charts, and symbols.
The idea behind the visual factory is the fact that human operators have been proven to consume visual information faster and more clearly. Thus, the implementation of the visual factory can reduce the time needed to otherwise read, interpret, and process text-based information and instructions.
In practice, the visual factory implementation can also expand to the working area, for example, by providing safety warnings in a visual manner. Visual instructions can also be given to tools, for example, by including images that describe actions and procedures to boost productivity in using these tools.
Another key advantage of implementing the visual factory is that it allows information to be more easily accessible, so operators can easily track the status and progress of all processes.
How Visual Factory Works?
The bigger and more complex a manufacturing process is, the more important and, at the same time, the more challenging information exchange will be.
With that being said, visual factories are implemented to answer these challenges: ensuring an efficient and accurate information exchange.
In practice, the implementation of visual factory can be divided into two different phases:
-
Identifying what information needs to be visualized
-
Visualizing the chosen information (practical implementation)
Identifying which information needs to be visualized
Not all information can be visually conveyed. There are also cases when visually conveying a piece of information can be counterproductive.
To determine which information to visualize, it’s best to first determine the improvement goals or milestones of your manufacturing process. That is, the current state of operations must be compared to the future state desired by the goals/objectives to determine what information is to be delivered with the following considerations:
-
The method and location of information delivery depend on the relevancy of each piece of information
-
Focus on conveying the information required to get from one state to another
-
How the information is conveyed depends on the desired result of the goal
In practice, typically, there are three types of information that fit these considerations to be visualized:
-
Process-related metrics
-
Work instructions and guidelines
-
General plant information
We’ll discuss them one by one.
1. Process-related metrics
Typically displayed at the machine in question.
This type of information is most effective when delivered in real-time to facilitate immediate improvement during operations.
An important example of process metrics information is andons, which are visual displays with lights for the plant floor that show the status of production lines in real time. Andons are often the centerpiece of the visual factory due to the amount of real-time information they can convey.
2. Work instructions and guidelines
Work instructions, manuals, guidelines, and other types of instructional information are often posted in production areas.
We can convey visual instructions with photos, charts, and graphics, which have been shown to be effective in minimizing operational errors. Businesses should aim to convey more instructional information visually to improve communication between workers and to promote accountability.
3. General plant information
The focus in conveying general plant information should be to reach as many people as possible, whether to inform, alert, or motivate operators.
So, ideally, general plant information should be posted in a central location in the factory where more people in the plant have access to it.
Practical implementation of visual factory information
To reiterate, the end goal of visual factory implementation is to improve the efficiency and productivity of operations.
In practice, the visual factory can be implemented in several ways, including:
1. To inform
Visual factory signage should be used to inform operators and internal stakeholders about:
-
Production plans
-
Current performance
-
Goals/objectives
-
Production-related information
And so on.
Ideally, there should be real-time visual factory signage for the key instructions for the day/week. If you have long-term instructions or plans for the month, you can also create visual factory signage that is updated monthly.
2. Provide instructions
Ideally, factories should have clear visual instructions for each piece of (important) equipment, and these visual instructions should be made available in plain view. In an accessible area, you should also provide the dos and don’ts of the business.
Besides information, you can provide visual floor markings to direct people where to go in the plant.
3. Progress tracking
Visual information placed in strategic areas can help operations managers and operators track what’s going on in the manufacturing process. For example, you can put a display for the number of used materials to keep track of the production flow. You can also use visual factory implementations to track the actual progress against the plan, as well as for specific metrics like the number of finished units/parts, order delivery statuses, etc.
4. Alerts
Visual factory implementations can be very effective for communicating warnings, for example, to notify operators about hazardous and dangerous materials. You can also use visual signage to send time-sensitive alerts to operators, for example, when maintenance or material refill is urgently needed.
Benefits of Visual Factory
The main purpose of the visual factory is to improve communication. In turn, effective, timely, and efficient communication allows factories to function at their full potential to reach optimal productivity.
In practice, the implementation of visual factory to improve communication will provide the following benefits:
1. Improve employee morale
Proper implementation of visual factories can allow companies to provide strategically placed, simple, and easy-to-understand instructions, allowing operators and team members an easier time understanding complex tasks.
In turn, this will improve the operators’ confidence in their ability to successfully accomplish their tasks while at the same time providing them with the necessary information whether they need to make any changes to how they execute their tasks in real-time. This can help them adjust their actions during the shift to avoid mistakes, rather than finding their mistakes much later in the manufacturing process.
On the other hand, allowing employees to keep track of their progress by providing real-time visual data on the plant floor can help improve accountability and motivate operators to reach their targets.
In short, visual factory can improve employee morale, which in turn will result in improved productivity and output.
2. Reduce errors
Operator (human) errors remain one of the most common sources of error in manufacturing processes, and the implementation of visual factory can significantly reduce these errors.
For example, clear work instructions in visual forms (i.e., with photos and graphics) can help ensure the tasks are performed accurately and that no steps are skipped during the shift. A well-placed and well-designed visual instruction can significantly reduce errors simply by providing more clarity in instructions, warnings, and directions.
Reduced instances of human errors alone can significantly improve a manufacturing process’s overall productivity.
3. Improve OEE Performance
OEE performance is caused by two main loss factors: Slow Cycles and Small Stops; both can be reduced with visual factory implementation.
Slow Cycles are situations in which the machine is performing slower than its theoretical maximum output. Visual factory can help reduce Slow Cycles, for example, by providing visual reminders for scheduling preventive maintenance to ensure machines are performing at their optimal performance.
Small Stops, on the other hand, are conditions in which the machine has to stop its operations for a relatively short time, and visual factory can help prevent human errors and misfeeds, which are some of the most common causes for Small Stops. For instance, we can give visual instructions informing which materials are the most ideal to use in different situations and.
As we can see, visual factory implementation can help in reducing or even eliminating Small Stops and Slow Cycles, effectively increasing OEE Performance score.
4. Improve OEE Availability
Planned downtime (maintenance, changeovers, warmups, etc.) and unplanned downtime (machine error, materials unavailable, etc.) can add up to be quite significant in practice.
In this aspect, visual factory can help in at least two things:
-
Providing accessible instructions (of manufacturing steps) so operators can refer to this instruction rather than having to perfectly memorize tasks and steps
-
Minimizing machine errors and unplanned downtime, especially for reasons related to human errors
Proper implementation of visual factory can significantly improve your equipment uptime, which in the long run will result in a higher OEE Availability score.
5. Safer manufacturing process
Not only can visual factory help improve productivity and efficiency, but wayfinding signs, floor markings, and signages/labels can also help turn the factory plant into a safer workplace.
Clear, simplified, and intentional visual signs can allow factories to inform operators about the presence of hazardous and/or dangerous materials. Floor markings and wayfinding signs can also help inform operators about safe paths to allow safe traffic between key areas.
6. Higher profitability
Ultimately, improved productivity and factory output combined with more efficient usage of materials and reduced human errors will result in higher profits.
Consider the implementation of visual factory as a long-term investment for your business.
Implementation of visual factory
The basic principle of visual factory is to simplify the flow of information by using visual elements to replace otherwise lengthy texts.
Many people, including the majority of factory workers, tend to struggle to learn efficiently from text-rich manuals and guidelines, and yet they learn more easily from simple graphics.
With that being said, the implementation of a visual factory should consider the fact that both your manufacturing process and your people are unique. This is why visual factory implementation should be a continuous process that you refine over time rather than a one-off process you forget about after the implementation.
Below, we’ll discuss the DMAIC (Define, Measure, Analyze, Improve, Control) approach to implementing visual factory:
1. Define
Again, the basic assumption in implementing a visual factory is to remember that your manufacturing process and your people are unique.
So, the Define phase here is about defining your factory’s current unique situations and conditions, including but not limited to:
-
Potential hazards and risks in your manufacturing process
-
Your current method or methods of information sharing within the plant
-
Any specific requirements for your manufacturing process
-
Any specific knowledge or skills your employee must have to accomplish their tasks
-
How do you onboard new employees?
-
Your improvement goals or milestones
The more details you can define, the more comprehensive your visual factory implementation will be. So, take your time and carefully consider every nook and cranny.
2. Measure
The next step is about measuring your needs and requirements regarding information sharing, as well as what you’ve currently invested in the information-sharing process.
Consider the following questions:
-
Are there any accidents or errors that are directly caused by the lack of information or training?
-
What information-sharing activities are currently ongoing? (i.e., team meetings, training, printing and distributing manuals, etc.)
-
How much time and money is your company currently spending on training per employee?
-
How many other resources (computers, machines, people, etc.) is your company using per employee to train people?
Consider using the Pareto chart to analyze the frequency of incidents/problems and causes, and perform a comprehensive process map for recording the information-sharing activities you’ve performed.
3. Analyze
The next step is to analyze your current information-sharing process to determine whether it’s already efficient and effective. If not, analyze the process to determine the root causes for bottlenecks, variations, or poor performances/defects.
Since there’s always room for improvement, it’s best to assume that your current process is not yet efficient, and specifically for visual factory implementations, consider the following questions:
-
What types of information do your operators and workers need to know to accomplish their tasks more efficiently?
-
What information is already available on your floor but is poorly received by operators?
-
Are there any knowledge gaps where operators are not getting the information they need in a timely manner?
-
How can you deliver these important pieces of information more quickly and effectively?
Analyze your needs in information transfer, and especially identify which information you’ll need to visualize and how to visualize it properly.
4. Improve
It’s time to finally implement the visual factory initiative.
Remember that you don’t need to implement visual factory transformation on your entire information flow system all at once. You can always start small with a narrower focus: find one area in which lack of information or failure to grasp information is causing incidents and bottlenecks, and add visual factory implementations to fix this area.
Once you’ve successfully fixed the problem via visual factory implementation, then you can move on to the next priority, and so on.
During implementation, don’t be afraid to take the trial-and-error approach. Leverage different visual factory tools until you find the best solution that solves your problem. Remember that this is not a one-off process but rather a continuous one, so always strive to improve.
5. Control
Devise a quality control plan to control the visual factory initiative and keep improving.
Evaluate what has worked and what hasn't in the Improve step by comparing the current performance metrics (after the visual factory implementation) with the previous metrics.
Based on this data, you can decide what to discard, what to keep, and what (and how) to improve upon. Continue the implementation of visual factory initiative based on these results.
Visual factory and OEE: Implementation on plant floor
Implementing a visual factory can help factory plants improve their OEE score.
One of the key approaches to improving OEE is making information readily available to internal stakeholders, which is exactly the purpose of the visual factory.
The question is, what types of information should be displayed to improve OEE?
Directly displaying OEE score in visual factory initiatives is typically not recommended. OEE scores (Availability, Performance, Quality) are not specific enough to encourage operators to take proactive OEE improvement efforts.
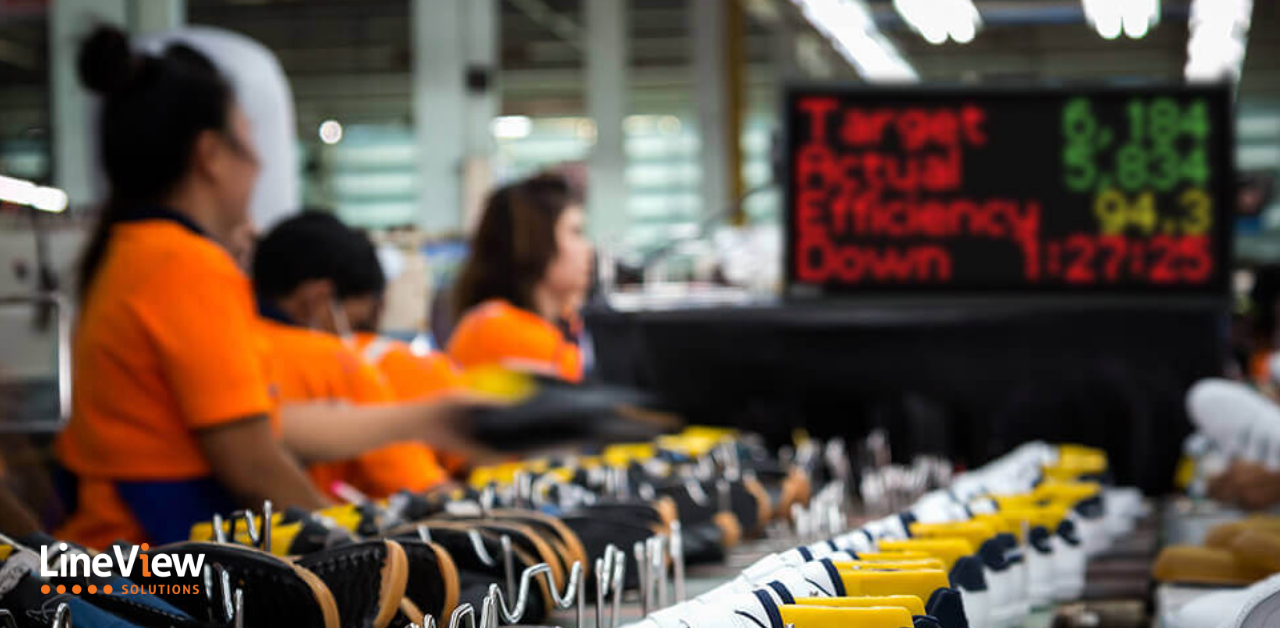
Instead, we recommend displaying the TAED (Target, Actual, Efficiency, Downtime) metrics for the plant floor. These four metrics are simple enough for operators to see and comprehend at any time during the manufacturing process, which can be really effective in driving motivation.
To be more specific:
-
Target: the target quantity of expected good (non-defective) units
-
Actual: current actual quantity of produced good units
-
Efficiency: percentage ratio of Actual to Target. 100% Efficiency or better is considered an optimal shift
-
Downtime: the amount of time the machine/equipment cannot operate during the Planned Production Time
As you can see, displaying TAED is simple and easy to consume by field operators, so they are effective metrics to measure on the floor.
TAED metrics are fully aligned with measuring Six Big Losses and OEE, making them ideal for visual factory implementation for driving OEE. To do so, simply provide Takt Time.
Takt Time, or sometimes simply Takt, is the required duration of product manufacturing that is needed to match the customer’s demand. By providing Takt Time, you can also add the following target-based metrics to your visual factory initiative:
-
Percent variance
-
Time variance
-
Count variance
-
Target Cycles
-
Pace Timer
-
Takt Compliance Time
-
Takt Coverage Percent
-
Takt Overage Time
-
Takt Overage Percent
Leverage LineView Visual Factory Software
To streamline the implementation of visual factory transformation, LineView visual factory software can help your business in four simple steps:
-
LineView will perform a comprehensive site audit while also optimizing your connection and production line based on your objectives in visual factory implementation. LineView especially focuses on prioritizing data accuracy while facilitating a timely collection of operator feedback.
-
Site buzz. Building internal awareness for your business’s visual factory transformation by utilizing internal promotional tools like social media posts, posters, signs, and others before the project kickoff. The purpose of this step is to build internal awareness, so your team is aware of the upcoming changes and the goals of this visual factory transformation, securing buy-ins and commitments in the process.
-
Setting up the Short Interval Control (SIC) room where you’ll set the meeting agenda for the visual factory transformation and post terms of reference document. In this step, the implementation of visual factory display board screens also happens. Displaying LineView and action logs via the visual factory display on the production line will help aid the seamless implementation of the visual factory initiative; allowing your digital factory management to be more visual.
-
Visual factory implementation can only succeed when your human operators can use the visual factory system well. LineView will train and empower your team to build familiarity with visual factory management routines while also motivating your team to focus on the right actions while adopting the data-driven approach. The end goal of this step is to empower your team to leverage their visual factory data.
By allowing your team to use visual data to its full potential, you can ultimately improve your process’s productivity and profitability.
Wrapping Up
Visual factory initiative can provide you with many ways to leverage information and communication to drive improvement in productivity.
It’s much easier and faster for most operators to consume and process visual information than written or verbal instructions. This is why a visual factory is crucial if you really want to drive your OEE score and improve the productivity of your manufacturing process.

{kind=link}